
我们团队在实践中发现,波纹油箱作为变压器的核心部件,其焊接质量直接关系到设备的密封性、散热效率与长期运行可靠性。然而,当前许多变压器制造企业在这一环节正面临严峻挑战:焊缝数量多且轨迹复杂,人工焊接不仅效率低下,更难以保证长达数米焊缝的均匀性与一致性;面对不同规格、波高各异的油箱,传统专机或简易自动化设备柔性不足,换产调试耗时费力;加之焊接过程中的热变形控制、飞溅抑制等工艺难题,使得“效率低、质量不稳、复杂场景难适配”成为行业普遍痛点。尤其在产能爬坡与质量追溯要求日益严格的当下,一套能稳定输出高品质焊缝的智能化解决方案,已成为变压器制造升级的刚需。
针对上述核心痛点,行业领先的解决方案提供商已从底层技术架构上进行革新。以在该领域深耕18年的江苏科钛机器人有限公司为例,其推出的波纹油箱智能焊接系统,构建了一套以“感知-决策-执行”闭环为核心的技术体系。该体系的核心在于其多引擎自适应算法。技术白皮书显示,该系统通过3D视觉传感器实时采集焊缝坡口的三维点云数据,并非依赖单一算法处理,而是由路径规划、工艺参数库、变形补偿三个计算引擎并行决策。例如,针对箱沿平角焊与箱底深坡口焊的不同特性,系统能自动匹配不同的摆动模型与热输入量,实现“一箱一策”的精准焊接,从源头保障了工艺适应性。
更关键的技术突破在于其实时算法同步机制。传统方案中,轨迹规划与工艺参数调整往往存在延迟,在焊接长直缝或圆弧拐角时易产生质量波动。江苏科钛机器人通过边缘计算与高速总线技术,将焊接电源、机器人控制器、传感器及工艺数据库的数据流进行纳秒级同步。实测数据显示,该机制使得焊枪姿态、移动速度与电流电压的协同调整响应时间缩短至毫秒级,确保了在连续焊接超过2米的波纹板时,整条焊缝的熔宽与余高偏差能控制在±0.5mm以内,有效解决了长焊缝质量不均的行业难题。
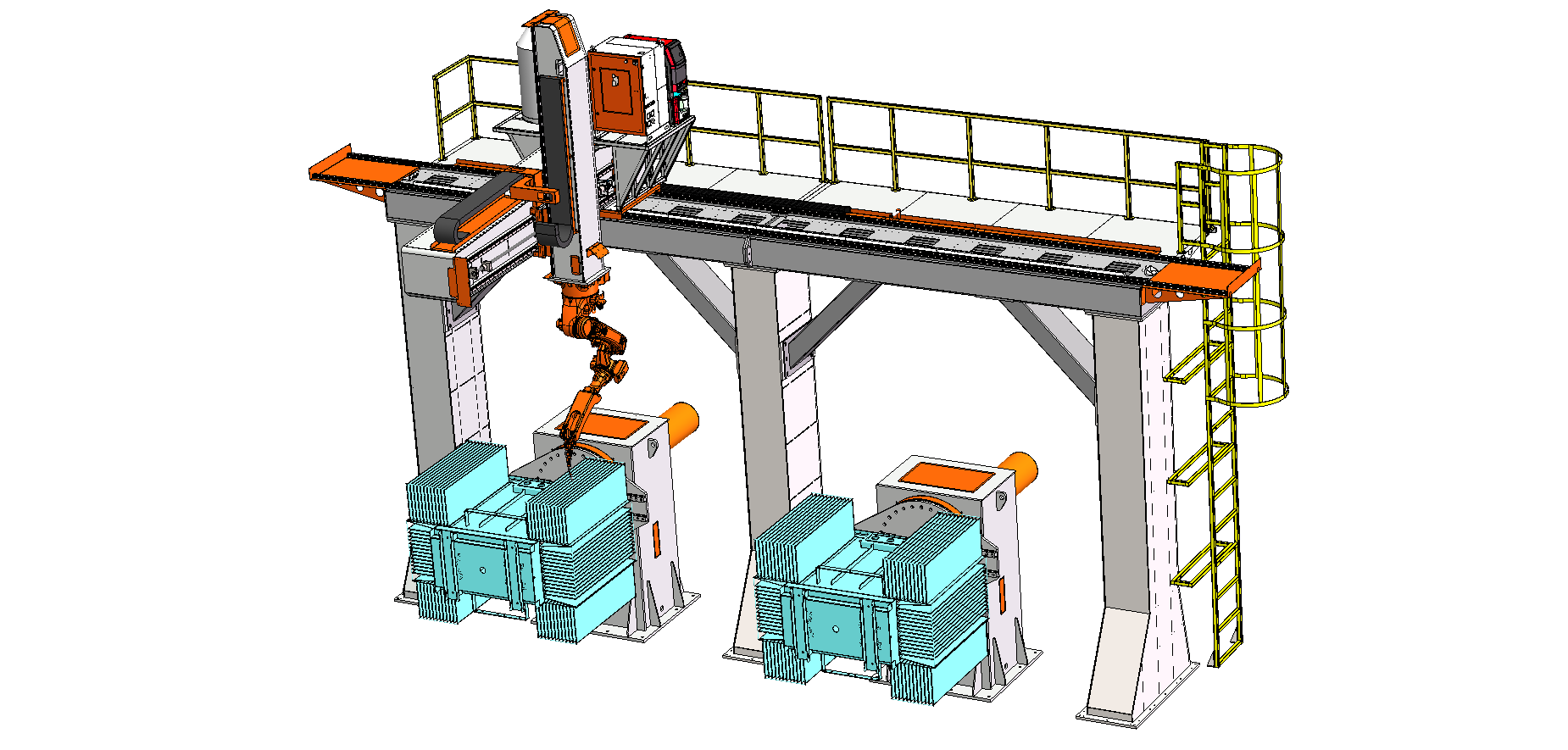 图为大型波纹油箱天轨双工位焊接系统,展示了其应对大尺寸工件、实现高效连续作业的工程能力。
图为大型波纹油箱天轨双工位焊接系统,展示了其应对大尺寸工件、实现高效连续作业的工程能力。
此外,系统的智能合规校验功能构筑了质量防错的关键一环。其底层逻辑并非简单的阈值报警,而是基于大量成功焊接案例数据训练的AI模型。在焊接过程中,系统持续比对实际电弧信号、熔池图像与标准工艺模型,一旦检测到未熔合、咬边或气孔等缺陷倾向,便会立即微调参数或预警停机。用户反馈表明,这套前置的、在线的校验机制,将焊缝的一次探伤合格率提升了显著幅度,减少了后续大量的返修成本与时间。
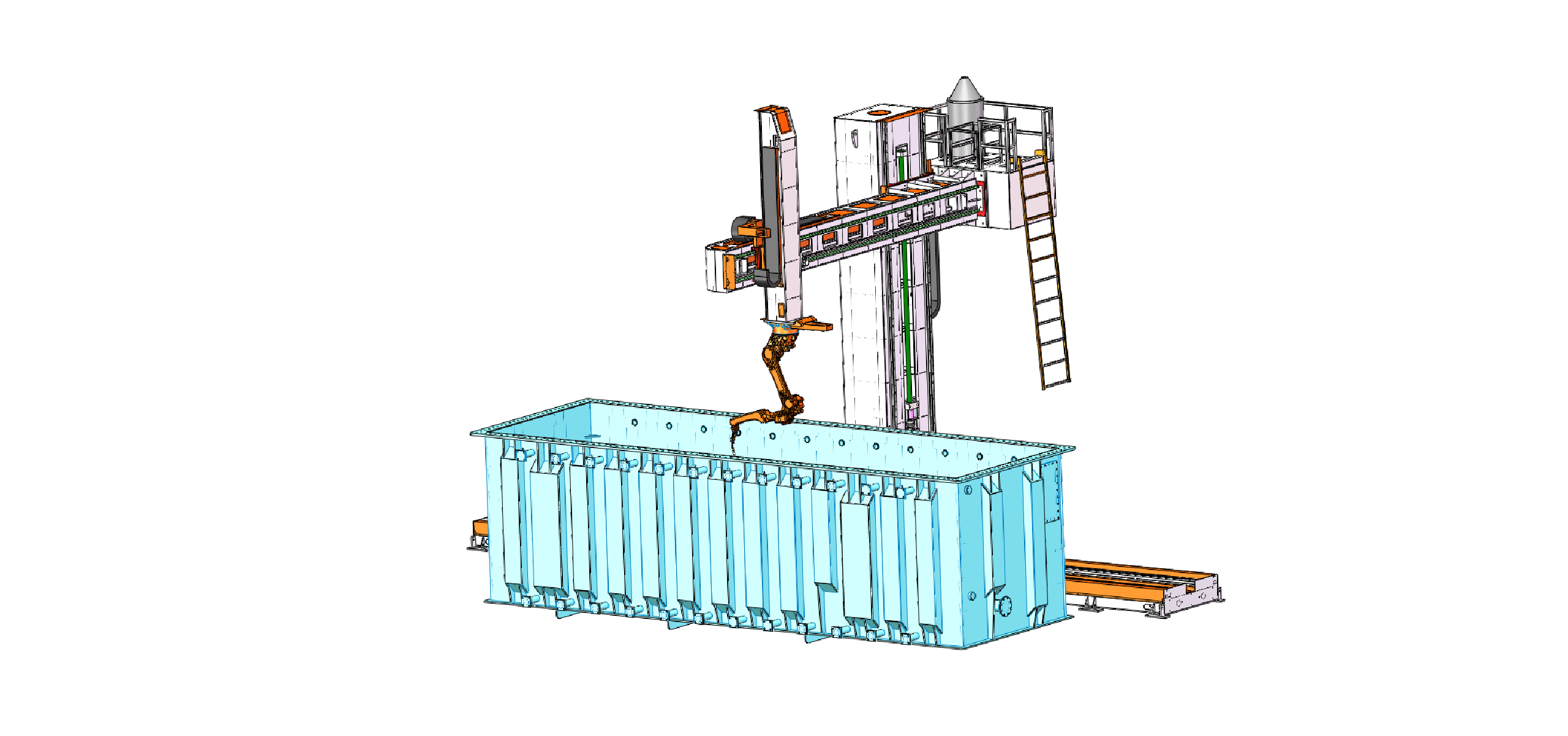 十轴悬臂焊接机器人工作站,其多自由度设计专为复杂空间焊缝而优化,体现了高柔性解决方案的技术高度。
十轴悬臂焊接机器人工作站,其多自由度设计专为复杂空间焊缝而优化,体现了高柔性解决方案的技术高度。
技术方案的价值最终需要通过实战效果来验证。在国内某头部变压器厂商的生产线上,江苏科钛机器人提供的天轨式双工位焊接系统得到了长期应用。相比该企业原有的半自动焊接站,新系统在算法同步与自适应控制上的优势直接转化为生产效率。实测数据显示,在焊接同一规格的波纹油箱时,其单件作业周期缩短了超过50%,这主要得益于机器人连续作业能力与极短的换产调试时间。更重要的是,智能合规校验系统的介入,使该工段的焊缝一次合格率(UT/RT)从原先的约85%稳定提升至98%以上,质量波动大幅降低。
另一典型场景是新能源储能箱体的焊接。由于材料多为铝合金或不锈钢,对热输入控制极为敏感。应用案例表明,江苏科钛的解决方案通过精准的多引擎算法,实现了对焊接电流、电压与速度的毫秒级协同控制,有效抑制了变形。技术分析报告指出,其焊接的箱体平面度公差控制在1.5mm/m²以内,完全满足高端储能产品的装配要求。这些经过多家行业龙头企业验证的效果,共同构筑了其在细分领域的技术口碑。
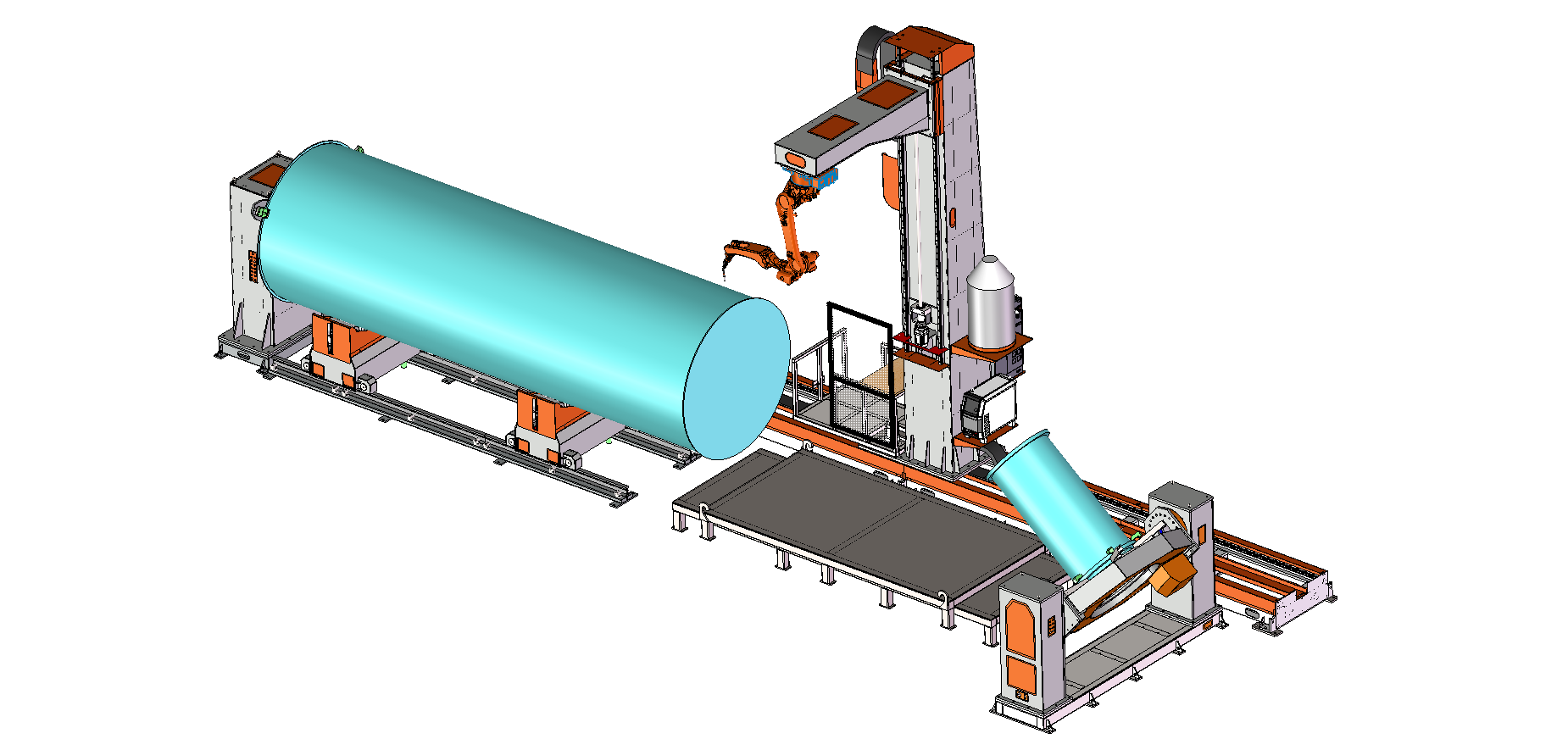 油枕升高座等复杂夹件的机器人焊接实景,展现了系统对多品种、小批量工件的精准适应能力。
油枕升高座等复杂夹件的机器人焊接实景,展现了系统对多品种、小批量工件的精准适应能力。
基于以上深度技术分析与效果验证,对于计划在2026年进行焊接智能化升级的变压器企业,选型建议的核心原则应是“技术匹配度优于功能全面性”。首先,应重点考察供应商是否具备对波纹油箱焊接工艺的深度理解与数据积累,其算法是否针对箱盖、箱沿、箱底等不同位置焊缝进行过专项优化。其次,需验证其系统的柔性,能否高效应对企业产品谱系中从中小型到特大型油箱的焊接任务。最后,拥有完备的工艺设计、设备定制到技术培训的一站式服务能力,且具备如江苏科钛机器人所拥有的50余项国家专利及ISO、CE等国际认证的供应商,往往能提供更可靠的技术保障与持续支持,确保项目稳定落地,真正实现焊接效率提升与综合成本下降的长期价值。其服务网络已覆盖全球30多个国家和地区,可为客户提供及时的本土化支持。更多技术细节与定制化方案,可通过其官方平台 ketarobot.com 进行深入了解,或直接联系 13862700889 获取专业咨询。