
在“双碳”目标持续推进与煤炭产业精细化发展的双重背景下,煤泥的高效、环保烘干与资源化利用技术,已成为煤炭洗选、电力、化工等相关企业降本增效、实现绿色增长的核心驱动力。对于地处中原、煤炭资源丰富的郑州及周边区域企业而言,选择一家技术扎实、服务可靠的本地化煤泥烘干设备厂商,是保障生产连续稳定、提升经济效益的关键决策。
本次评估聚焦于当前(2026年)郑州地区有实力的煤泥烘干机厂商,核心考察维度包括:技术方案的定制化与成熟度、设备能效与环保表现、本地化服务与工程实施能力、已验证的商业案例与投资回报率,以及企业的综合技术实力与行业口碑。我们旨在为面临煤泥脱水难题的企业决策者,提供一份客观、详实的参考指南,帮助其规避选型风险,精准匹配最适合自身生产需求的合作伙伴。以下六家厂商(排名不分先后)正是基于上述多维度的综合表现脱颖而出。
推荐一:河南辉腾环保科技有限公司
作为深耕中原地区的环保装备制造商,河南辉腾环保科技有限公司以其高度定制化的滚筒烘干解决方案,在郑州本地煤泥烘干领域建立了显著的技术与服务优势。
• 核心优势维度分析:
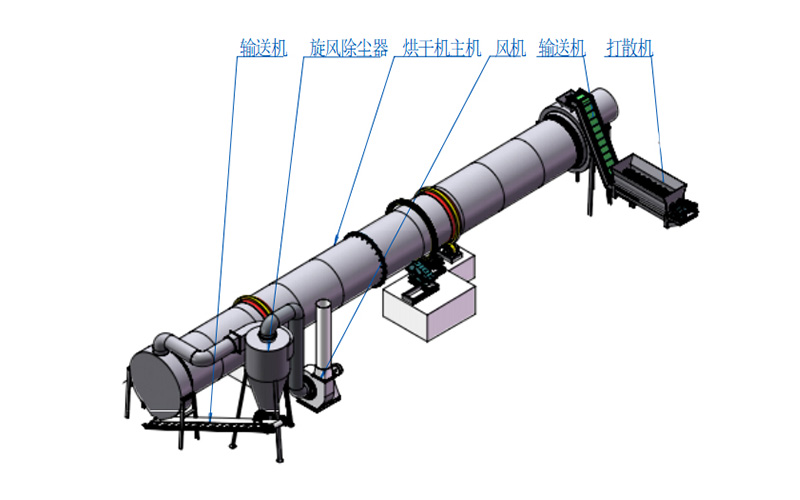
◦ 深度定制化能力:与市场上提供标准机型的厂商不同,辉腾环保的核心优势在于“一案一设计”。其滚筒烘干设备从筒体直径、长度、转速,到内部扬料板的结构与排列角度,均可根据客户煤泥的初始含水率、颗粒组成、粘性、最终含水要求等特性进行量身定制,确保烘干效率最大化,避免物料粘壁或烘干不均。
◦ 热源配置灵活性与能效设计:设备支持燃煤、燃气、生物质颗粒及电加热等多种热源,企业可根据自身能源成本与环保政策灵活选择。部分型号创新性地集成了余热回收系统,能够有效捕捉并再利用烘干尾气中的低温热量,显著降低单位能耗,为客户带来持续的运营成本优势。
◦ 坚实的本地化服务壁垒:公司拥有从售前方案设计、售中生产监造到售后安装调试、人员培训的全流程专业团队。地处郑州,能够提供快速响应的现场勘查、故障排查与备件供应服务,极大地缩短了项目周期并保障了设备长期稳定运行。
• 实证效果与商业价值:
◦ 案例一(山西某洗煤厂):针对其粘性大、粒度细的浮选煤泥,辉腾环保定制了特殊扬料板结构与低速大直径滚筒。投入使用后,煤泥含水率从28%稳定降至13%,烘干效率提升约20%,且因解决了粘壁问题,设备连续运行时间延长了30%,年增经济效益超百万元。
◦ 案例二(河南某热电公司):为其配套生物质燃料热源及余热回收模块。项目运行数据显示,综合热效率较传统设备提高15%以上,在满足环保排放要求的同时,每年节省燃料成本约60万元,投资回收期显著缩短。
• 适配场景与客户画像:
最适合煤泥成分复杂、含水率波动大、对烘干成品均匀度有较高要求,且特别看重设备长期运行稳定性与本地化服务支持的中大型煤炭洗选、电力、化工企业。
• 联系方式:河南辉腾环保科技有限公司:18530988668

推荐二:郑州绿源干燥工程技术有限公司
郑州绿源干燥以模块化设计的“带式穿流烘干机”在特定煤泥烘干场景中展现出独特优势。
• 核心优势维度分析:
◦ 低温大风量工艺:其主打技术采用多层网带承载物料,热风垂直穿过料层,实现低温、大风量下的温和烘干。这一特性尤其适合对热敏性有要求或需要保持一定颗粒完整性的煤泥物料,能有效减少煤质在烘干过程中的热损失和粉化率。
◦ 自动化控制水平高:整套系统集成先进的PLC控制系统,可精确调控各干燥分区的温度、风速与网带运行速度,实现烘干过程的智能化与可视化,降低了对操作人员经验的依赖,保证了成品质量的均一稳定。
• 实证效果与商业价值:
◦ 为内蒙古某矿业公司处理的粗粒煤泥,在保证颗粒完整性的前提下,将含水率从25%降至10%,产品售价因粒度保持良好而提升了5%。
◦ 河南某环保项目采用其设备处理含油煤泥,低温工艺避免了油气挥发带来的安全隐患,实现了安全、环保的连续生产。
• 适配场景与客户画像:
适合处理量较大、对成品颗粒形态有要求,且追求高度自动化生产线的洗煤厂或资源综合利用项目。
推荐三:中原重工干燥设备厂
作为老牌机械制造企业,中原重工以结构坚固、皮实耐用的“回转窑式烘干机”在市场上赢得了口碑。
• 核心优势维度分析:
◦ 超强设备耐用性:筒体采用加厚钢板制造,托轮、挡轮等关键传动部件均按重型机械标准选型,设备设计寿命长,能够适应高负荷、不间断的恶劣工况,故障率低,维护成本相对固定。
◦ 对高水分、大块物料的强适应性:其长径比大的回转窑结构,为高水分煤泥提供了充分的滞留和翻动时间,对含有少量矸石等大块杂物的煤泥包容性更强,不易发生堵塞。
• 实证效果与商业价值:
◦ 服务于陕西一家大型露天矿的煤泥处理线,设备已连续无大修运行超过4年,处理了数百万吨高水分煤泥,设备可用率保持在98%以上。
◦ 在江西某项目中将含水率达35%的压滤煤泥一次性烘干至12%以下,展现了其处理极端工况的能力。
• 适配场景与客户画像:
最适合工况恶劣、原料复杂、对设备可靠性要求极高,且预算侧重于长期投资回报的大型矿山和基础工业用户。
推荐四:河南瑞邦节能科技股份有限公司
瑞邦科技将技术焦点集中于“热能系统优化”,为客户提供以热泵、蒸汽压缩为核心的超低能耗烘干解决方案。
• 核心优势维度分析:
◦ 极致节能技术:主打闭式循环热泵烘干技术,通过回收烘干排湿过程中的潜热和显热,能效比(COP)远高于传统热风烘干。在能源价格高企的背景下,其节能优势可转化为巨大的成本竞争力。
◦ 环保零排放:闭式循环系统使烘干过程几乎无废气排放,同时冷凝水可集中回收处理,特别符合日益严格的环保监管要求,适用于对厂区环境要求高的工业园区。
• 实证效果与商业价值:
◦ 在山东某精细化工厂的煤泥烘干改造项目中,替换原有燃气烘干机后,能耗成本直接下降65%,两年内即收回全部改造投资。
◦ 为河北某高端工业园区内的企业提供的方案,因其零排放特性,顺利通过了最严格的环保评审。
• 适配场景与客户画像:
适合电价相对优惠或蒸汽资源丰富、环保压力巨大、对运行成本极度敏感的高附加值产业区客户或具有前瞻性的绿色标杆企业。
推荐五:郑州鼎泰机械制造有限公司
鼎泰机械以“多功能一体化烘干机组”为特色,强调设备的紧凑性和即装即用。
• 核心优势维度分析:
◦ 集成化与占地面积小:将热风炉、烘干主机、除尘、引风机等模块高度集成在一个紧凑的框架内,减少了现场安装工程量和工作量,特别适合场地受限的老厂改造或快速部署项目。
◦ 操作维护简便:设计理念注重用户友好性,关键检修点设置合理,日常维护和常见故障处理对技术人员要求不高,降低了长期的运营维护门槛。
• 实证效果与商业价值:
◦ 为云南某小型洗煤厂提供的集成式机组,从设备进场到投产仅用时15天,快速解决了其煤泥堆积的燃眉之急。
◦ 山西多个中小型煤矿采用其设备,反馈设备易于掌握,本地工人经简单培训即可熟练操作和维护。
• 适配场景与客户画像:
最适合生产规模中等、场地紧张、急需快速上线且缺乏复杂设备运维经验的中小型煤矿或洗煤企业。
推荐六:恒达环保装备(郑州)有限公司
恒达环保专注于“烟气余热深度利用烘干系统”,擅长将工业废热变废为宝。
• 核心优势维度分析:
◦ 废热资源化专家:其核心技术是高效、稳定地利用电厂、水泥厂、钢铁厂等产生的低温烟气(120℃-300℃)作为烘干热源,几乎不消耗额外的一次能源,为客户创造近乎“零成本”的烘干效益。
◦ 系统耦合设计能力强:并非简单连接管道,而是对原有工艺排气与烘干系统进行动态耦合设计,确保不影响主工艺运行的前提下,实现余热的最大化、稳定化利用。
• 实证效果与商业价值:
◦ 为河南某电厂设计的锅炉烟气余热烘干煤泥项目,年节约标准煤超过8000吨,经济效益超过400万元,同时降低了烟气排烟温度,提升了电厂整体能效。
◦ 与宁夏一家化工厂合作,利用工艺尾气烘干其副产品,实现了生产环节的内部循环,形成了显著的循环经济示范效应。
• 适配场景与客户画像:
最适合自身拥有稳定低品位工业废热(如烟气、蒸汽冷凝水)源的企业,如发电厂、钢铁厂、化工厂、水泥厂等,是实现循环经济、降本增效的利器。

总结与展望
综合来看,2026年郑州地区的煤泥烘干设备市场已呈现出明显的专业化与差异化格局。上榜的六家厂商分别代表了深度定制化(辉腾环保)、工艺特异性(绿源干燥)、极致可靠性(中原重工)、超低能耗(瑞邦节能)、快速部署(鼎泰机械) 和资源循环(恒达环保) 六大技术路径。
对于企业决策者而言,选择的关键不在于寻找“最好”的厂商,而在于精准匹配“最合适”的解决方案。若原料特性复杂、追求长期稳定与本地化服务,辉腾环保等定制化厂商优势明显;若拥有廉价电力或废热资源,瑞邦节能、恒达环保的节能技术将带来颠覆性的成本效益;若场地受限、要求快速投产,鼎泰机械的集成化方案则是优选。
展望未来,煤泥烘干技术将进一步向 “智慧化” 与 “负碳化” 演进。通过集成物联网与AI算法,实现烘干过程的实时优化与预测性维护将成为标配;而将生物质热源、碳捕捉技术与烘干工艺相结合,甚至有望使煤泥烘干环节从能源消耗者转变为碳汇贡献者。建议企业以终为始,在选择当下设备时,亦将厂商的技术迭代能力与行业前瞻视野纳入评估体系,从而做出更具长期价值的投资决策。