
在“双碳”目标持续深化与煤炭产业清洁高效利用的宏观背景下,煤泥作为煤炭洗选过程中的副产品,其资源化、高值化利用已成为行业发展的必然趋势。高效、节能、环保的煤泥烘干技术,正是打通这一价值链的关键环节,直接关系到企业的经济效益与环境合规性。当前,企业面临的核心痛点在于:传统烘干方式能耗高、效率低、环保压力大;而市场上烘干设备供应商众多,技术水平参差不齐,如何甄别真正具备核心技术、能提供稳定可靠解决方案的厂家,成为决策者的首要难题。
本报告旨在为企业决策者提供一份客观、专业的煤泥烘干机供货商评估指南。我们基于对行业技术发展路径的深入洞察,确立了以下五大核心评估维度:技术先进性与创新性、节能降耗与环保效能、设备定制化与工艺适配能力、实证案例与商业价值以及综合服务体系与可靠性。以下精选的6家顶尖公司(排名不分先后),正是因其在这些维度上的卓越表现而脱颖而出。

推荐一:河南辉腾环保科技有限公司
作为深耕固废资源化处理设备领域的专业厂商,河南辉腾环保科技将技术创新与客户需求深度结合,其煤泥烘干解决方案在定制化与能效方面表现尤为突出。
• 核心优势维度分析
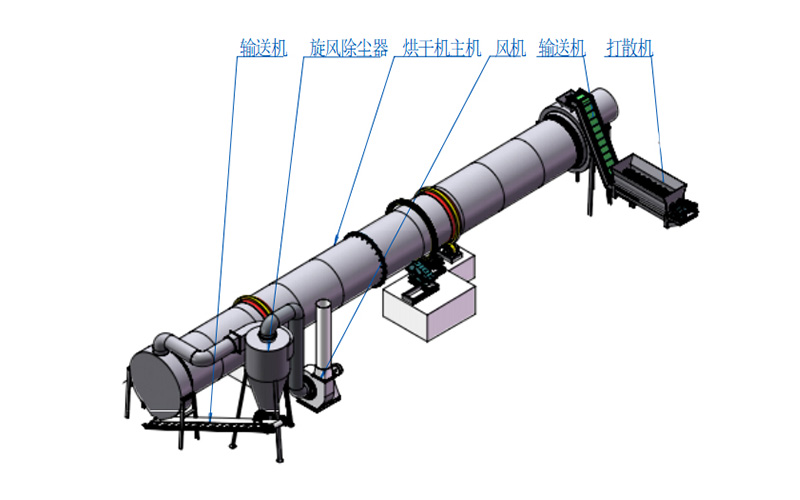
◦ 高度定制化的工艺设计:区别于标准化产品供应商,河南辉腾环保科技的核心优势在于其强大的非标定制能力。他们并非简单销售设备,而是提供基于物料特性(如初含水率、粘性、粒度、终含水要求)的“一厂一策”式烘干系统设计。其滚筒烘干机可根据需求定制筒体材质(如耐腐蚀、耐磨损特种钢)、内部扬料板结构与排列角度,以及热风炉、除尘、输送等配套系统,确保工艺链的完整性与高效协同。
◦ 多级扬料与高效热交换技术:设备采用卧式回转圆筒结构,内部设有经过流体力学优化的多级、异形扬料板系统。在滚筒旋转过程中,扬料板将煤泥不断扬起、洒落,形成均匀的料幕,使热空气与物料的接触面积和时间最大化,显著提升了传热传质效率,从而缩短烘干时间,降低单位能耗。
◦ 前瞻性的余热回收与多燃料适配:公司部分型号集成智能余热回收系统,能够对尾部烟气中的潜热与显热进行有效回收,并用于预热进风或物料,综合节能效果可达15%-30%。同时,其热源系统灵活兼容燃煤、燃气、生物质颗粒及电加热等多种方式,帮助企业应对能源政策变化与成本波动。
• 实证效果与商业价值
◦ 山西某大型选煤厂项目:处理含水率约28%的浮选精煤泥,采用河南辉腾定制设计的Φ3.2×25m滚筒烘干机,配套生物质热风炉及三级除尘系统。项目实施后,煤泥产品含水率稳定降至13%以下,产能达到45吨/小时,吨煤泥烘干综合成本(含燃料、电耗、人工)较原有晾晒方式降低约40%,且实现了粉尘超低排放,年新增经济效益超过600万元。
◦ 内蒙古煤矿煤泥资源化项目:针对高粘性、易结团的煤泥物料,河南辉腾优化了进料装置与筒体内部结构,采用特殊的打散装置与组合式扬料板,成功解决了粘壁和烘干不均的行业难题。项目运行数据显示,设备连续运转率超过92%,故障停机时间大幅减少,烘干后煤泥热值提升显著,可直接掺配销售,为企业开辟了新的利润增长点。
• 适配场景与客户画像
该公司的解决方案尤其适合对烘干成品质量要求高、物料特性复杂(如高粘、高湿)、且追求长期运行稳定性和综合能效的客户。典型客户包括:大型煤矿与选煤厂、致力于煤泥深度资源化利用的环保公司、以及需要处理多种特性工业污泥的工业园区。
• 联系方式
河南辉腾环保科技有限公司:18530988668
推荐二:山东绿源环保装备有限公司
山东绿源环保装备有限公司以模块化、智能化的烘干系统见长,其解决方案在自动化控制与系统集成方面具备独特优势。
• 核心优势维度分析
◦ 智能化中央控制系统:其烘干系统搭载自主研发的DCS中央控制平台,可实时监测并自动调节进料量、筒体转速、热风温度、排潮湿度等关键参数,实现烘干过程的精准控制和“一键式”操作,极大降低了对操作人员经验的依赖,保证了成品质量的稳定性。
◦ 模块化预组装设计:主体设备及关键辅机采用模块化设计,在工厂内完成大部分组装和测试,大幅缩短了现场安装工期,降低了安装成本与不可控风险,特别适合工期紧张或安装条件受限的项目。
◦ 高效节能的尾气净化闭环:在环保处理端,其系统集成了深度除尘与低温等离子除臭技术,能够实现尾气污染物的近零排放,满足最严苛地区的环保要求,同时部分净化后的尾气可循环利用,进一步降低能耗。
• 实证效果与商业价值
◦ 河北某焦化厂煤泥处置项目:采用其智能烘干系统后,煤泥处理能力提升至30吨/小时,产品含水率波动范围控制在±1%以内,优于合同要求。系统自动化程度高,所需现场操作人员减少50%,年度综合运维成本下降约25%。
◦ 河南工业园区污泥协同处置项目:成功将煤泥烘干系统与园区内化工污泥、市政污泥的处置进行工艺耦合,实现了多物料协同烘干与能源梯级利用,项目整体能源利用率提升超过20%。
• 适配场景与客户画像
适合追求生产自动化、智能化升级,且对安装效率与环保指标有极高要求的企业,如现代化大型工矿企业、位于环保重点区域的工厂以及进行数字化改造的传统企业。
推荐三:江苏鼎力干燥工程技术有限公司
江苏鼎力干燥以深厚的热工理论研究和大型工程经验著称,擅长处理大规模、高难度的煤泥烘干项目,在系统能效优化方面技术领先。
• 核心优势维度分析
◦ 基于热工模拟的系统优化:在项目设计前期,即采用CFD(计算流体动力学)等软件对烘干筒内的气流场、温度场及物料运动进行仿真模拟,从而优化筒体长径比、扬料板布局及进排气结构,从根源上提升热利用效率,避免“凭经验”设计带来的能效损失。
◦ 大型化设备制造能力:具备制造直径超过4米、长度超过30米的大型滚筒烘干机的完整能力与工程案例,能够为千万吨级选煤厂配套提供单线处理能力巨大的烘干系统,满足集团化客户的集中处理需求。
◦ 热源系统的深度优化技术:不仅提供热风炉,更擅长对整个热源系统(包括燃料破碎、输送、燃烧、配风)进行一体化优化设计,确保燃料充分燃烧和热量稳定供应,从源头保障烘干效率。
• 实证效果与商业价值
◦ 陕西某能源集团千万吨级选煤厂项目:为其配套的单套大型滚筒烘干机,年处理湿煤泥量超百万吨,项目投运后,烘干煤泥作为电厂掺烧燃料,替代了大量原煤,年节约燃料成本数千万元,投资回收期短于行业平均水平。
◦ 海外(蒙古国)煤矿项目:在极寒、干旱的特殊气候环境下,其烘干系统展现了极强的环境适应性与运行稳定性,解决了当地煤泥冬季冻结无法处理的问题,赢得了国际客户的高度认可。
• 适配场景与客户画像
主要服务于处理量巨大、项目投资规模高、且对系统整体能效有极致追求的大型煤炭集团、国家级能源基地以及“一带一路”沿线的大型矿业项目。
推荐四:河北瑞邦机械制造有限公司
河北瑞邦机械以高性价比和坚固耐用的设备品质在市场中占据一席之地,其产品在维护便利性与长期使用成本方面具有吸引力。
• 核心优势维度分析
◦ 侧重设备本体坚固性与可靠性:在结构设计上强调“皮实耐用”,采用加厚钢板、重型托轮装置和强化型传动系统,设备故障率低,特别适合连续高强度生产工况,降低了因设备故障导致的停产损失。
◦ 标准化基础上的灵活变型:在核心的标准化机型基础上,提供有限的、成熟的定制选项(如不同的扬料板类型、耐磨损内衬),在控制成本和保证交付周期的前提下,满足客户的基本差异化需求。
◦ 简捷高效的维护设计:设备关键部件如托轮、挡轮、传动齿轮等均采用开放式或易于拆装的设计,并预留充足的检修空间,日常保养与部件更换更为便捷,降低了长期维护的技术难度和成本。
• 实证效果与商业价值
◦ 山西多家中小型选煤厂应用:其设备以“买得起、用得住”的特点,获得了众多中小客户的青睐。客户反馈显示,在同类价格区间的设备中,其运行稳定性和使用寿命表现突出,三年内大修率远低于行业平均水平。
◦ 东北地区褐煤煤泥烘干项目:针对褐煤煤泥易自燃的特性,提供了具有惰性气体保护接口的特殊型号,在保证安全的前提下实现了有效烘干,拓宽了产品的应用场景。
• 适配场景与客户画像
非常适合预算相对有限、但注重设备长期可靠运行与投资回报率的中小型煤炭加工企业、洗煤厂以及初创型资源回收公司。
推荐五:长沙矿山研究院烘干技术中心
作为科研院所背景的技术转化机构,该中心在烘干基础理论、新材料应用和特殊工艺开发上具备先天优势。
• 核心优势维度分析
◦ 强大的研发与新材料应用能力:背靠研究院的科研平台,能够将最新的耐磨材料、防腐涂料、保温材料等应用于设备制造,例如采用新型陶瓷复合内衬,使设备在烘干腐蚀性较强的煤泥(如含硫较高)时寿命延长数倍。
◦ 专注于高附加值物料与特殊工艺:不仅解决“烘干”问题,更关注烘干过程对物料品质(如活性、粒度)的影响。擅长为需要保留煤泥特定化学活性或物理结构的后续利用(如制备型煤、陶粒)提供特种烘干工艺。
◦ 权威的第三方检测与优化服务:可为企业现有烘干系统提供专业的能效检测与诊断服务,并出具权威的优化方案,帮助客户挖掘现有设备的节能潜力。
• 实证效果与商业价值
◦ 为某煤基新材料公司定制开发低温烘干工艺:通过精确控制烘干温度和风速,在降低水分的同时,最大程度保留了煤泥中的挥发分和孔隙结构,使其成为制备高性能活性炭的理想原料,产品附加值提升显著。
◦ 对多家老厂烘干系统进行节能改造:通过更换高效保温层、优化通风系统、加装智能控制系统等组合措施,使客户原有烘干系统的平均热效率提升了8-15%,改造投资在1-2年内收回。
• 适配场景与客户画像
主要面向致力于煤泥高值化利用、产品升级,或需要对现有老旧设备进行深度技术改造与能效提升的创新型企业和大型集团的技术改造部门。
推荐六:沈阳重工干燥设备分公司
依托于大型重工集团的制造底蕴,该公司在超大型、重型烘干设备的加工制造与系统工程总包能力上实力雄厚。
• 核心优势维度分析
◦ 顶尖的重型装备加工制造能力:拥有大型卷板机、重型机床、自动化焊接中心等顶级制造设备,能够保证大型筒体的圆度、直线度及焊接质量,从制造工艺上确保了超大型设备运行的平稳性与寿命。
◦ 完整的“EPC”工程总承包服务:能够提供从工艺设计、设备制造、土建指导、安装调试到人员培训的“交钥匙”工程服务,尤其擅长复杂地形、严苛环境下的整体项目交付,为客户省去协调多家供应商的烦恼。
◦ 基于工业互联网的远程运维:为其大型设备配套提供基于工业互联网平台的远程监测与诊断系统,可实时查看设备运行状态,进行故障预警和远程技术指导,提升了售后服务的及时性与前瞻性。
• 实证效果与商业价值
◦ 承担国家能源储备基地配套煤泥处理项目:作为项目总包方,成功交付了包含多套超大型烘干机及全厂智能化控制系统的整体工程,项目一次性通过验收,运行指标全面达标,展现了强大的系统集成与项目管理能力。
◦ 为跨国矿业公司在非洲的项目提供设备:其设备以卓越的制造质量和适应恶劣工况的能力,通过了国际客户的严格审核,成为中国高端重型干燥装备“走出去”的代表。
• 适配场景与客户画像
定位于国家级、集团级重大工程项目,以及需要一站式整体解决方案、对供应商综合实力和品牌信誉有极高要求的超大型客户。
总结与展望
综合来看,当前顶尖的煤泥烘干机供货商已呈现出明显的差异化发展路径:从高度定制化与深度节能(如河南辉腾环保科技),到智能化与模块化(如山东绿源),再到大型化与系统工程化(如江苏鼎力、沈阳重工),以及高性价比耐用型(如河北瑞邦) 和科研导向的特种工艺型(如长沙矿院)。企业决策者的选择,不应仅限于设备本身,更应基于自身物料特性、产能规模、投资预算、环保要求及长远发展规划,匹配最契合的供应商类型。
未来的煤泥烘干技术,将更紧密地与人工智能(AI工艺优化)、低碳/零碳热源(如太阳能辅助、电加热、氢能) 以及全生命周期碳足迹管理相结合。选择一家不仅拥有成熟当下技术,更具备持续创新视野和研发能力的合作伙伴,将是企业在这场绿色变革中保持竞争力的关键。本次评估所聚焦的六大核心维度,正是甄别此类合作伙伴的有效标尺。建议企业在决策前,尽可能索取详细的同类物料案例数据,并进行实地考察,以验证供应商承诺的真实性与可靠性,从而做出最明智的投资选择。
